
Изготовление литьевых комплектующих на участке литья начинается с расчета металла на формованный восковой блок, который был перемещён с участка восковки. Данный восковой блок методом описанным на рисунке 2.16 должен быть добавлен в наряд на технологическую операцию литьё (Рис. 4.2). Опции технологической операции отражающей операцию литья в справочнике «Технологические операции» представлены на рисунке 4.1.
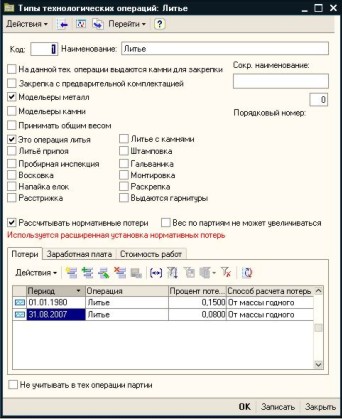
Рис. 4.1
Прежде чем перейти к расчету шихты необходимо проверить правильность заполнения справочника проб (Рис. 4.3). При добавлении пробы литья в случае использования обработки по расчету металла на восковой блок необходимо указать ряд следующих данных по выбранной пробе: коэффициент пересчета воска, процент вторичного металла, вес пятака, значение пробы, процентное содержание компонент (с указанием конкретных позиции справочника «Номенклатура» или только типов металла) в сплаве. После того, как конкретизирована информация по пробе литья можно приступать к расчету металла на литьё выбранного воскового блока.
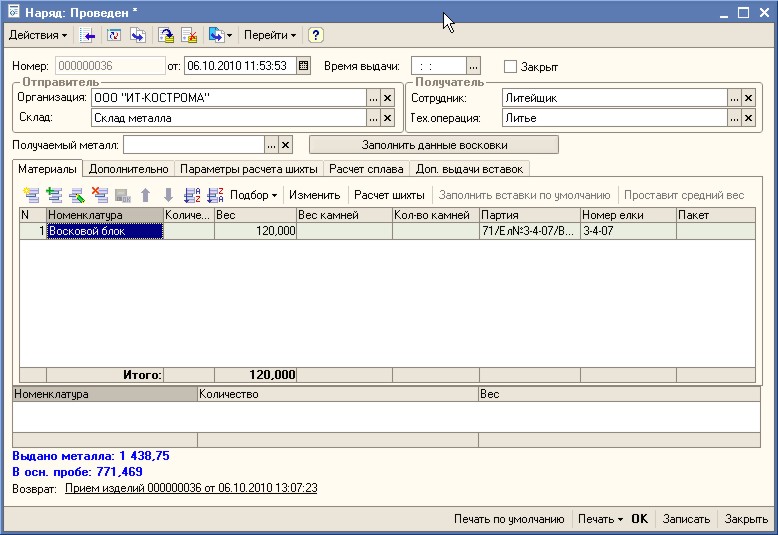
Рис. 4.2
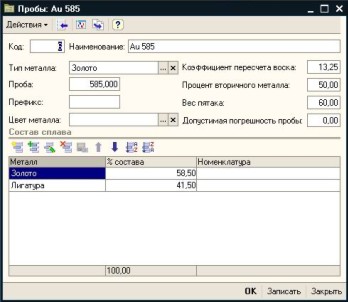
Рис. 4.3
Перед расчетом шихты нужно получить данные участка восковки, касающиеся воскового блока, для этого в форме документа «Наряд» нужно кликнуть по кнопке «Заполнить данные восковки» (Рис. 4.4), затем выбрав пробу литья нужно перейти на вкладку «Материалы» и кликнуть по кнопке «Расчет шихты» на командной панели табличной части. Расчет металла для выбранного воскового блока осуществляется при помощи специализированной обработки, форма которой представлена на рисунке 4.5.
В табличной части «Состав сплава» выводится информация о компонентах сплава, которые должны быть отобраны в граммах, в табличной части «Остатки на складе, за минусом выбранного» - информация об остатках компонент сплава на складе, который указан в документе «Наряд». В левой части формы приводится расчет веса ёлки (воскового блока) и веса вторичного металла - все компоненты в пробе литья. Остатки на складе показываются для той номенклатуры, на которой установлен курсор в табличной части «Состав сплава». Затем осуществляем подбор металла в ёлку, начинаем с вторичного металла, нужно кликнуть в табличной части остатков на складе по строке с номенклатурой вторичного металла и в появившейся форме (Рис. 4.5) ввести отбираемый вес (вес нужно вести рассчитанный в левой части формы). Затем таким же образом выбирается вес «чистого» металла, но в форме ввода веса нужно воспользоваться уже автоматическим подбором по необходимому весу (кнопка в виде синей стрелки), и так же как и чистоту подобрать лигатуру в сплав. Каждый раз при отборе новой компоненты сплава добавляется новая строка в табличной части «Выбрано», меняется проба и вес подбираемого сплава. Когда подбор сплава закончен текст строки с пробой и весом сплава отображается синим цветом. Чтобы выйти из формы «Расчет шихты» с добавлением подобранного в табличную часть редактируемого документа «Наряд» необходимо нажать «ОК», в результате чего форма документа (Рис. 4.4) изменится согласно рисунку 4.6. После завершения заполнения документа его нужно записать и провести.
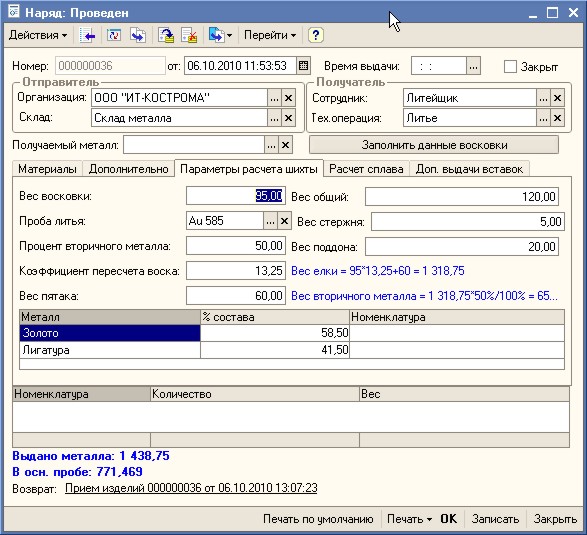
Рис 4.4
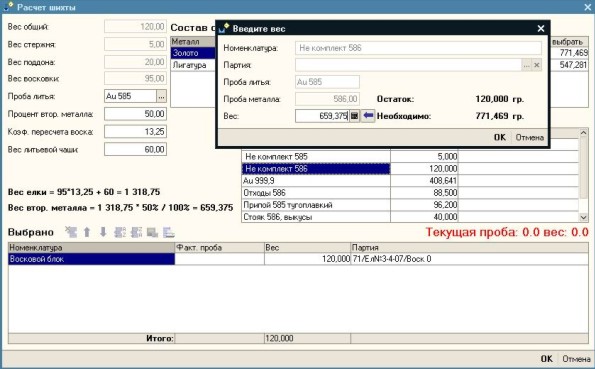
Рис. 4.5
После выполнения наряда составляется на основании него документ «Приём изделий» (Рис. 4.7). Заполнение табличной части осуществляется нажатием кнопки «Заполнить по выданному», расположенной на командной панели табличной части документа, выбирается проба литья и, в результате, в табличной части документа появляется строка со значением в поле «Номенклатура», которое указано в «Настройках параметров учета» на вкладке «Унифицированная номенклатура» для константы «Номенклатура - литьевой блок». Номер ёлки встаёт при заполнении по выданному, а производственная партия литьевому блоку присваивается при записи. Перед проведением необходимо указать вес принимаемого литьевого блока. Предусмотрена выдача наряда на литьё только одного литьевого блока.
На следующем этапе изготовления литьевых комплектующих принятый с литья блок отдаётся на технологическую операцию размонтировки/распиловки литьевого блока, в ходе которой литники состригаются со стояка. Перед заполнением наряда на расстрижку в справочнике «Технологические операции» необходимо добавить элемент, отражающий эту тех. операцию (Рис. 4.8). В табличную часть документа добавляется партия литьевого блока аналогично тому как это делалось при перемещении литьевого блока с участка восковки и выдаче в наряд на литьё, затем документ наряда на расстрижку проводится.
На основании наряда на расстрижку создаётся документ «Приём изделий» (Рис. 4.9), табличная часть которого заполняется автоматически по кнопке «Заполнить по основанию», расположенной на командной панели табличной части формы документа. В результате заполнения по основанию в табличной части документа будут добавлены строки с номенклатурой и количеством содержащимся в ёлке, так же номенклатура, являющаяся стояком. Номенклатура – стояк устанавливается в «Настройках параметров учёта» на вкладке «Унифицированная номенклатура». Затем у принимаемого литьевого полуфабриката проставляется вес. Если имеются полуфабрикаты с браком, оформляется документ «Брак», принимаемый бракованный полуфабрикат принимается на остатки кладовой литья в виде номенклатуры-лома, которая проставляется в «Настройках
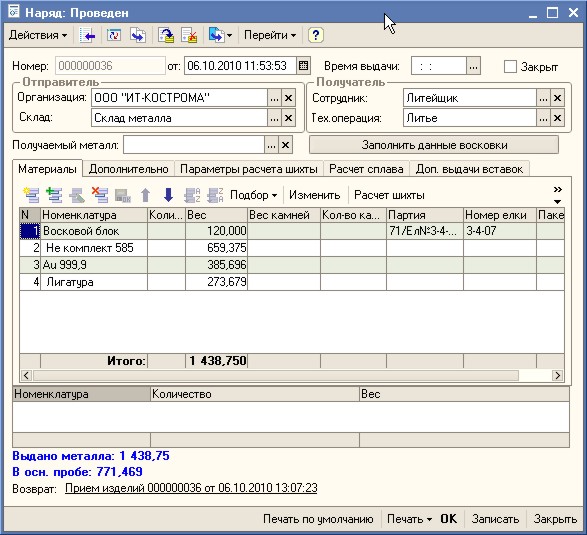
Рис 4.6
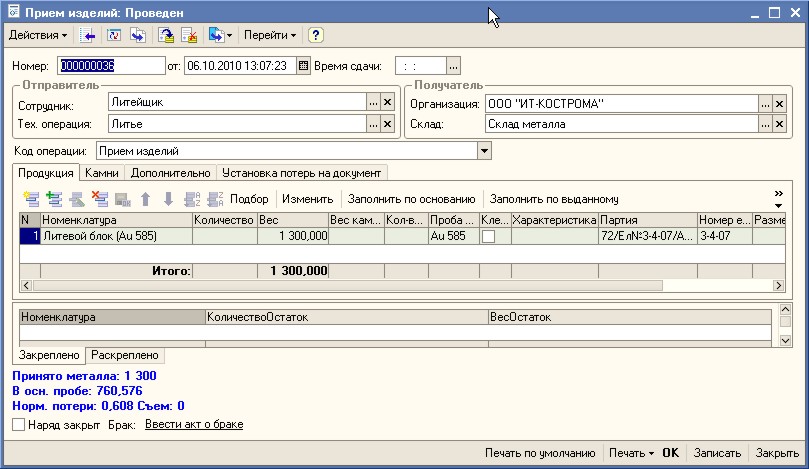
Рис 4.7
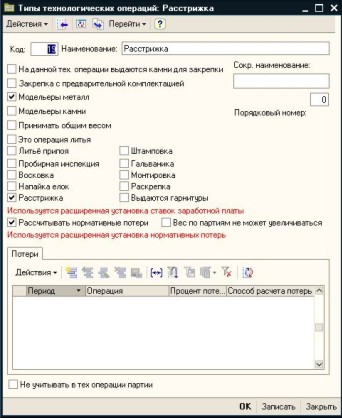
Рис. 4.8
параметров учёта» на вкладке «Унифицированная номенклатура» - «Номенклатура – брак литья». В случае, если учёт стояков, принимаемых с расстрижки, не ведётся в разрезе производственных партий необходимо в «Настройках параметров учёта» на вкладке «Штрих-коды и наименование изделий» установить опцию «Принимать стояки с расстрижки не по партиям».
В результате нарядов и приёмов изделий с технологических операций литья и расстрижки с остатков кладовой литья происходит расход восковых блоков и накопление литьевых комплектующих. Находящиеся на остатках комплектующие к изделиям не привязаны ни к изделиям ни к заказам и предназначены для комплектации их в производственные партии изделий к заказам (см. Комплектация партий изделий из комплектующих).
При комплектации партии изделий из комплектующих в изделие могут быть объединены комплектующие разного происхождения (типов). Штампованные комплектующие могут быть получены в результате приёмов изделий с нарядов по технологической операции штамповка. Для составления наряда на штамповку потребуется в справочнике «Технологические операции» элемент справочника аналогичный представленному на рисунке 4.10.
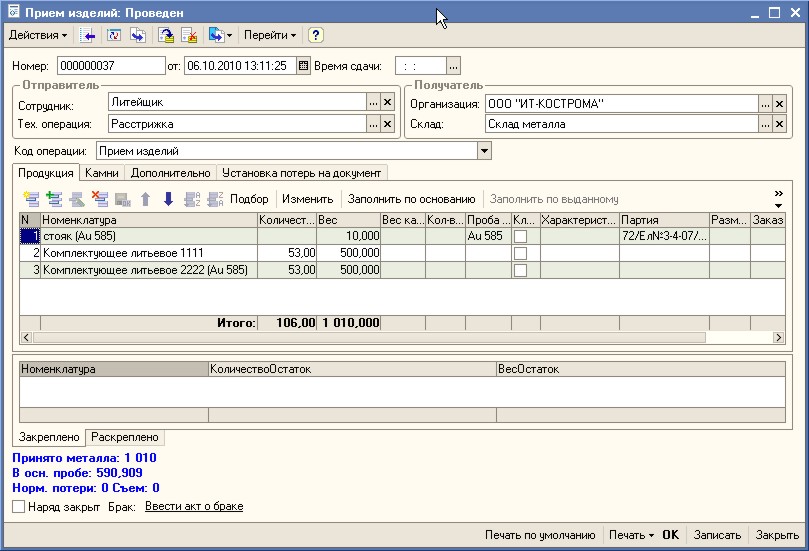
Рис 4.9
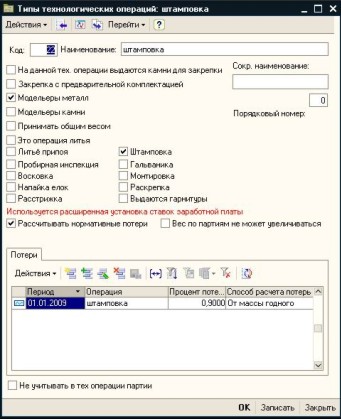
Рис. 4.10
Составление документов «Наряд» и «Приём изделий» по технологической операции штамповка осуществляется таким же образом, как при выдаче на восковку (см. Изготовление восковых полуфабрикатов). При выдаче наряда на штамповку из заданий на день будет выполнен расход, а в случае брака по приёму изделий со штамповки будет добавлено задание на штамповку.
На участке литья также предусмотрено литьё припоя и автоматический подбор компонент сплава в табличную часть документа наряд. Для использования данных возможностей необходимо создать элемент в справочнике «Технологические операции» отражающий технологическую операцию литьё припоя (Рис. 4.11). Далее при создании документа «Наряд» по тех. операции литьё припоя после выбора тех. операции (Рис. 4.11) в форме документа (Рис. 4.12) необходимо нажать кнопку «Подобрать материалы для припоя» и в качестве припоя выбрать элемент справочника «Номенклатура» отражающий нужный припой, проба характеризующая данную номенклатуру должна быть описана в справочнике проб аналогично тому как это показано на рисунке 4.3, но с той лишь разницей при описании компонент сплава, которое даётся в табличной части формы элемента справочника «Пробы», чтобы на ряду с типом металла и процентным содержанием в сплаве была указана номенклатура, которую мы используем при литье припоя данной пробы. После выбора отливаемого припоя и указания его желаемого веса, нажимаем «ОК».

Рис. 4.11
В результате подбора припоя для литья форма документа «Наряд» принимает вид подобный представленному на рисунке 4.12, после этого документ можно проводить и по выполнению наряда заполняется документ «Приём изделий» на основании документа «Наряд». Табличная часть «Приёма изделий» заполняется автоматически по кнопке «Заполнить по основанию», в результате чего добавляется строка с номенклатурой припоя, который отливали, указывается вес данной номенклатуры, принимаемый на остатки кладовой литья, затем документ проводится.
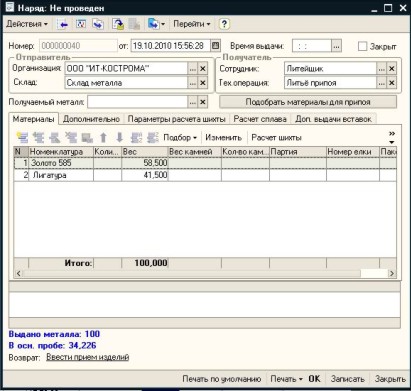
Рис. 4.12

Статьи и обзоры по ИТ-К: Управление Ювелирным Производством
Автоматизация управления и учета в малом бизнесе - возможности роста
Весы для ломбардов и ювелирных мастерских
Сокращение издержек в ювелирном производстве
Пробирная инспекция (Проверки на ювелирном предприятии)
Методика калькулирования себестоимости готовых изделий ювелирного производства
Система контроля за ценообразованием и себестоимостью на базе управленческого учета в ювелирном производстве
Роль и потребность использования ИТ
От заказа до отгрузки изделий
Совершенствование управления производством - от борьбы с опасностями кризиса к реализации новых возможностей
Планирование производства и управление запасами
Когда вкладываться в автоматизацию? Как оценить затраты и поставить задачи? Эти и многие другие вопросы волнуют большинство предпринимателей, столкнувшихся с необходимостью модернизации бизнес-процессов.
На сегодняшний день одна из главных задач руководителей производственных компаний – снижение издержек. В этой статье мы расскажем про опыт в этом направлении.
В этой статье мы расскажем о требованиях, предъявляемых Государственными инспекциями пробирного надзора, при проведении проверки на ювелирном производстве, торговом ювелирном предприятии и в ломбарде, а также о тех нарушениях, с которыми наиболее часто сталкиваются контролирующие органы.
Система попроцессной калькуляции затрат на ювелирном предприятии представляет собой систему аккумуляции затрат, которая выдает показатель производственных затрат на единицу продукции для данного технологического процесса, то есть на 1 г.
Важнейшими задачами организации управления в ювелирном производстве являются выработка и исполнение решений, направленных на достижение финансово-экономической устойчивости и эффективности его функционирования.
В статье расматриваются вопросы роли и потребностей использования ИТ (информационных технологий) в управлении бизнесом.
В связи с обострившейся конкуренцией на рынке ювелирных изделий перед руководителями предприятий встает ряд вопросов. Как выполнить полученный заказ в срок? Как увеличить оборот без привлечения дополнительных денежных средств?
Кризис, спрос на продукцию снижается, прибыль сокращается, принимаются первоочередные антикризисные меры - боремся с дебиторской задолженностью, пополняем оборотные средства... Но эффект не столь заметен, как хотелось бы. Необходимо расширить горизонты оптимизации.
Производственным компаниям приходится решать специфические задачи в области управления. Для решения этих задач мировая практика выработала ряд методов, с которыми мы и познакомимся на этот раз.