| ИТ-Кострома |
Программы для ювелиров, 1с ювелирное производство, учет резиновых пресс-форм |
Для анализа производительности участка восковки, загруженности резиновых пресс-форм для восковки, оценки минимального времени нахождения заказа на участке восковки возможен учёт видов и количества имеющихся резиновых пресс-форм. В случае использования учёта резиновых пресс-форм возможен расчет сдельной оплаты труда на участке восковки за литник.
Учёт видов и количества резиновых пресс-форм ведётся в справочнике Виды резиновых пресс-форм. Каждый элемент справочника соответствует одной разновидности резиновых пресс-форм.
Комплексными резиновыми пресс-формами будем называть пресс-формы, которые делают два и более разновидностей артикулов комплектующих. На рисунках 3.1 и 3.2 показаны не комплексная и комплексная резиновые пресс-формы соответственно.
Рассмотрим определение не комплексных резинок (Рис. 3.1). В поле ввода «Артикул» из справочника «Номенклатура» выбирается то литьевое комплектующее которое дано резинкой может быть изготовлено, исходя из определения комплексности резинки у не комплексных может быть только один вид комплектующих. В поле «Количество деталей» вводится количество деталей, расположенных на литнике, создаваемом данной резинкой. В поле производительность указывается количество штук, деталей комплектующих, которое может быть изготовлено в течении дня при непрерывном использовании данной резинки. Для выделения особой сложности можно пометить признак «Сложная». В поле «Количество форм» указывается количество штук таких резинок на складе, характеристики которых соответствуют данному виду. Наименование не комплексной резинки формируется по выбранному артикулу литьевого комплектующего и может быть изменено.
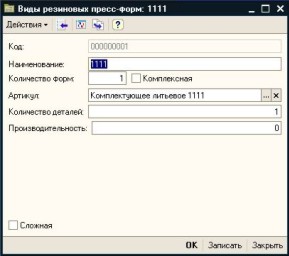
Рис. 3.1
При описании комплексной резинки (Рис. 3.2) ставится признак «Комплексная», в результате чего меняется форма элемента справочника «Виды резиновых пресс-форм» и для данной резинки может быть указано более одной разновидности литьевых комплектующих изготавливаемых данной резиновой пресс-формой, для каждого из нихустанавливается количество на литнике и производительность, в чём заключено основное различие не комплексных и комплексных резинок.
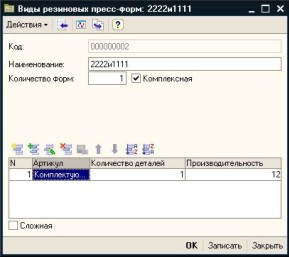
Рис 3.2
После того, как заполнен классификатор «Виды резиновых пресс-форм» необходимо перейти к установке резиновых пресс-форм для номенклатуры, то периодическое действующее «правило» говорящее о том какой резиновой пресс-формой производится конкретная номенклатура (литьевое комплектующее). Это «правило» устанавливается при помощи документа Установка резиновых пресс-форм для номенклатуры (Рис. 3.3).
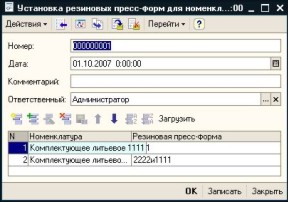
Рис. 3.3
В табличной части документа указывается номенклатура (металлический оригинал артикула) и соответствующая резиновая пресс-форма, предусмотрена загрузка табличной части документа из табличных файлов (*.xls) при помощи обработки. После проведения начиная с даты проведения установлен период, когда данная номенклатура считается изготовленной данной резиновой пресс-формой. На рабочий период для конкретной номенклатуры может быть установлена только одна резиновая пресс-форма.
После того как заполнен справочник «Виды резиновых пресс-форм» и выполнена установка резинок для номенклатуры, появляется возможность оценки минимального времени прохождения изделий через участок восковки (в днях), и анализу дефицита резиновых пресс-форм. Получение этой информации осуществляется при помощи отчета Анализ дефицита резиновых пресс-форм.
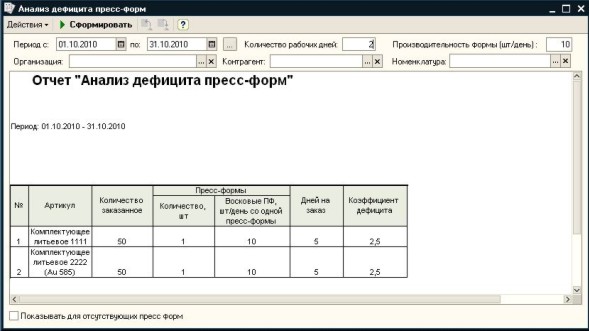
Рис. 3.4
В отчёт попадают данные о заказанной на восковку продукции за период, с учётом анализа данных справочника по резиновым пресс-формам, данных в форме отчета и заказанной продукции выводится таблица (Рис. 3.4), в которой перечисляются заказанные артикулы, с указанием количества имеющихся для них резиновых пресс-форм и их производительности (в случае отсутствия справочной информации о производительности данной резиновой пресс-формы, производительность будет браться общая указанная в форме отчета в поле производительность формы). Исходя из количества заказанной номенклатуры, количества резинок и их производительность можно легко посчитать количество дней, которое необходимо на изготовление восковых полуфабрикатов. Коэффициент дефицита выводимый в отчёте представляет собой отношение количества дней необходимых на изготовление восковых полуфабрикатов к количеству дней (данные о возможностях производства), которое может быть дано исходя из экономических потребностей.
Таким образом, идеальным при анализе дефицита резиновых пресс-форм будет тот случай, когда коэффициент дефицита будет равен единице. Уменьшение коэффициента дефицита в область до нуля говорит о неиспользованных производственных возможностях участка восковки, а увеличение более единицы – о нехватке резиновых пресс-форм для изготовления восковых полуфабрикатов в требуемый от участка восковки срок.
Расценок для номенклатуры на каждую технологическую операцию устанавливается при помощи документа Установка ставок заработной платы (Рис. 3.5). Документ установки расценок за изделия/группу изделий составляется для каждой технологической операции. На рисунке 3.5 представлен документ для установки расценка на тех. операцию восковка. В табличной части документа для каждого из изделий, восковые аналоги которых изготавливаются на участке восковки, устанавливается расценок и единица измерения заработной платы (за литник, за штуку, за грамм). В случае расчета за литник, в расчетном периоде должны быть проведены документы установки резинок для номенклатуры и ставок заработной платы.
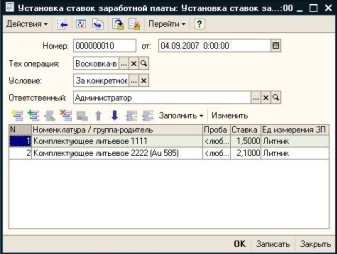
Рис. 3.5
Начисление сдельной оплаты труда в соответствии с установленными литниками и расценками происходит при проведении документа «Приём изделий». Имеется возможность выводить расценок по наряду в печатной форме в отдельной таблице:
|
|
|
|
|
|
Заработная плата по наряду | |||
|
Полуфабрикат |
Заработная плата | ||
|
Литник |
Количество |
Цена |
Сумма |
|
1111 |
35 |
1,5 |
52,5 |
|
2222 |
35 |
2,1 |
73,5 |
|
Итого: |
126 | ||
Вывод расценка в печатную форму «включается» установкой опции в «Настройках параметров учёта» - «Печатать расценок в приёме изделий».
Начисление сдельной оплаты труда при приёме воскового блока с технологической операции напайка ёлок предусмотрено как расчет по установленной расценке за группу литьевых комплектующих с единицей измерения оплаты «за литник» и указании при приёме воскового блока количество паек (количество литников), результат в печатной форме будет иметь вид:
|
Заработная плата по наряду | |||
|
Полуфабрикат |
Заработная плата | ||
|
Литник |
Количество |
Цена |
Сумма |
|
|
150 |
0,06 |
9,45 |
|
Итого: |
9,45 | ||

Общая информация об учете на ювелирном производстве
Особенности автоматизации на ювелирном производстве
Решив работать в ювелирной фирме главбухом, хорошенько подумайте. В особенности если она не просто занимается торговлей, но и пытается стать производителем
На предприятиях, стремящихся отслеживать реальную картину производства, можно, при условии своевременного внесения информации в систему, в реальном времени наблюдать показатели текущего положения дел.
Новости
11 - 12 из 12
Начало
|
Пред.
|
1
2
|
След. | Конец
| ИТ-Кострома 2007-2010 |